
�ȶ�˿������
����ʱ�� 2024-03-10 16:41:39
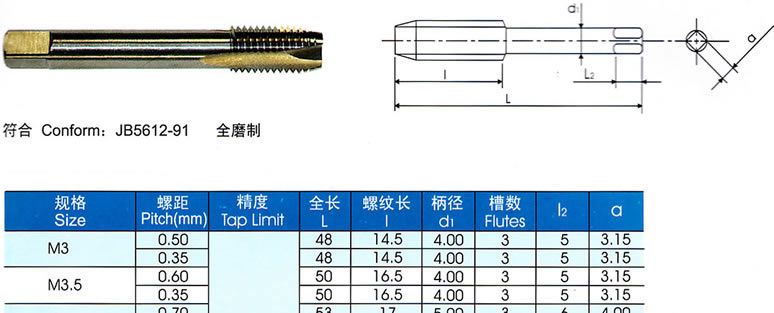
��Ʒ����
| �ھ� | 3 mm |
|---|---|
| �⾶ | 4 mm |
| ���� | 5 |
| ��� | 6 mm |
| ���� | 7 kg |
| ��; | 7 |
| ���� | 8 |
�ȶ�˿�����Ѻ�ѡ����Һ
��Ϳ��Ͷ�Ĥ�ȷ�����������ճ�����ȶ�˿��������γɹ�����Ĥ����������Ч�����в�״�ṹ�Ĺ�������Ħ
��������н�ǿ��ճ���������䱾���ĸ���֮���нϵ͵ļ���ǿ�ȣ������������У�������˿������Ĺ�����Ĥ��ת�Ƶ�����
���ϱ��棬�γ�ת��Ĥ��ʹ����������Ħ��������ת��Ĥ����Ĥ֮�䡣��ʹĦ�������ڹ�����Ĥ�ڲ���Ҳ�ɴﵽ��СĦ��ϵ
���ͽ���˿��ĥ���Ŀ�ġ�
�������о���TiAlN-MoS2/TiAlNӲ����Ĥ��Ħ�����ԣ��о�����������ͷ��W6Mo5Cr4V2�黨�꣬Ӳ��HRC63���ϳ���
TiAlN-MoS2/TiAlNӲ��Ĥ����ʹ�������������У���������Ϊ38CrNi3MoVA�����ʣ�Ӳ��HRC42����ͷת��Ϊ600r/min���������
20mm��������0.13mm/r���������������ĥ����Ħ�����µ����ܣ��Ӷ�����������˿��������������TiAlNӲ��Ĥ����ĥ��
����TiN��Ĥ�߳���1������
Fox���о���MoS2/Ti��ʯī/CrC��Ϳ���Ħ�������ԣ��о�������������Ħ�����������£�MoS2/Ti��Ϳ����е���
��Ħ������(����100N)��Ħ��ϵ����С���ȶ���ͨ���ں�20mm��JISS50C���Ͻ�����Ա����飨ת��30m/min������18mm������
��0.12mm/r������Ħ�������£���ӲͿ����Ϳ��һ��MoS2/Ti��Ϳ�����ͷ��������������Ϳ��MoS2/Ti��TiN����Ϳ�����
ͷ�ȵ���ʹ��TiN���������2.1����ʹ��MoS2/Ti��TiAlN����Ϳ��Ŀɱȵ���ʹ��TiAlNͿ����������2.8����
You-rong
Liu���о���MoS2Ϳ���մ�˿�����������ܺ�ĥ����ơ���δͿ���MoS2Ϳ��˿����Si3N4��Si3N4/MoS2��TiCN��
TiCN/MoS2��WC/Co��WC/Co MoS2�����жԱ��������飨�����ٶ�103��208m/min��������0.1mm/r���������0.25mm������Ϊ1045
̼�ֺ�302����֣���������������������1045̼��ʱ����MoS2Ϳ���Si3N4��TiCN˿��������δͿ���ȶ�˿�������50%����
��302�����ʱ����MoS2Ϳ���WC/Co˿����������δͿ��ʱ�����140%���ϡ����մ�˿���ӹ�ʱ��ճ��ĥ������Ҫ��ĥ��ԭ��
�ر����ڴ���������������£���MoS2Ϳ����Ч����ֹ�˹�����˿��֮���ճ�ᡣͨ��XPS������������������˿�����淢��
��һϵ�е�Ħ����ѧ��Ӧ����
���⣬��������ϣ�IBM��������������������IBAD���ȼ���Ҳ�������մɵĹ������о������У�IBM������������������
Ĥ��ԭ�ӽ���ֱ�Ӻ������ʹĤ����ײ�֮���ԭ�ӻ�ϣ�ʹĤ���������ؿ������ǿ�����������Һ������Ľ��滯ѧ��
Ӧ������ʹĤ�������ǿ�Ƚ�һ����ߡ��о�����������IBM�������Ե�Ti/Ni���Ĥ�������Եĸ���ZrO2��Si3N4�մɲ��ϵ�Ħ
��ѧ���ܣ��ر��������Ħ��ѧ���ܣ���800������µ�Ħ��ϵ����0.06��0.09֮�䡣�� ��ԭ����֮��
http://www.guangda1688.com/��http://www.dgdaoju.comת����ע��
| ��ϵ�� | ������ |
|---|---|
| ��ϵ�绰 | 0769-86844055 13058543250 |
| ��ַ | ��ݸ�д�������ľɽ��ҵ�� |
| ���� | dgdaoju@163.com |